Active vibration control systems that reduce the vibrations of the entire rotorcraft fuselage are very complex. Despite this complexity, Hutchinson was able to quickly bring the various control system components to market by using an automated yet flexible test system from dSPACE.
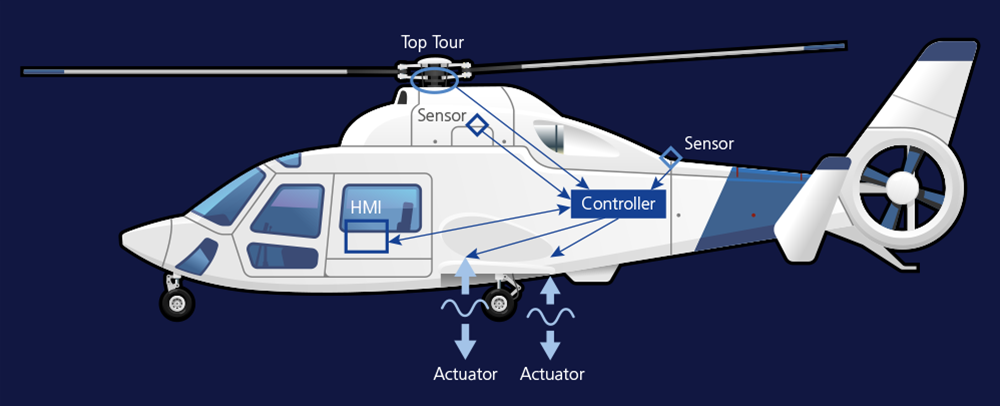
Throughout the last years, Hutchinson’s focus has moved from providing customized components to selling fully integrated systems. This strategic trend led to the development of the active vibration control system (AVCS) technology for rotary wing machines, among other things. This technology attenuates the blade-passing frequency vibrations that are felt by rotorcraft pilots and passengers because aerodynamic loads are applied to the blades and transferred to the fuselage. The AVCS is based on several dynamic force generators (actuators) that are integrated in the fuselage, accelerometers distributed across strategic points in the fuselage, a rotor speed sensor providing the reference time, and an onboard real-time controller that analyzes the vibration signals and adapts the output signal to the actuators (adaptive control algorithm). Pilots control the system through a human-machine interface (HMI) with status indicators (‘system failure’ or ‘system ready’) and commands that enable vibration control or let the pilot select the comfort mode. All AVCS subsystems are complex mechatronic control systems of proprietary Hutchinson design. The actuators are powered by the primary rotorcraft power supply (115 V). Electric unit conversion is performed in the controller.
From Equipment to Systems
This project marked a milestone in the long Hutchinson history, since this was the first time the company was a lead contractor for a complex mechatronics system for the normative aerospace environment that consisted of several line-replaceable units (LRU). Hutchinson has a long record of developing certified products for the aerospace industry (mostly control and display equipment) with a continuously improving development process. But this project was of much greater complexity, and the validation challenges that had to be mastered by simulation were far greater. Therefore, the company decided to centralize the project validation activities with SCALEXIO platforms, which are tried-and-tested, reliable, high-performance solutions. Hutchinson started using dSPACE tools for its prototyping activities in the 1990s, which led it to trust the more recent dSPACE solutions as well. In the Hutchinson development process, the systems team, the company’s point of contact for clients, collected the customer requirements, derived the interface requirements specifications and interface control documents, and performed a safety analysis. Using this information, a functional architecture of an AVCS system was drafted and translated into LRU-level system specifications, the entry point for establishing software- and hardware-level specifications. Therefore, the validation activities were multi-layered in terms of devices under test (AVCS system, LRU, SRU – shop-replaceable unit) and technical team (system, software, or hardware). The flexibility of SCALEXIO allowed the company to successfully and efficiently accomplish its highly complex project.
Achieving Top Quality
Early on in the project, the development team made three decisions to attain a high level of quality while reducing validation costs and delays:
- First, their focus was to develop a modular, open-architecture test bench that covered all test requirements. The idea was to configure a functionality (e.g., providing a 28 V power supply) consistently throughout the dSPACE environment (ConfigurationDesk, MATLAB®, ControlDesk, AutomationDesk) so that it could be easily integrated into different SCALEXIO configurations.
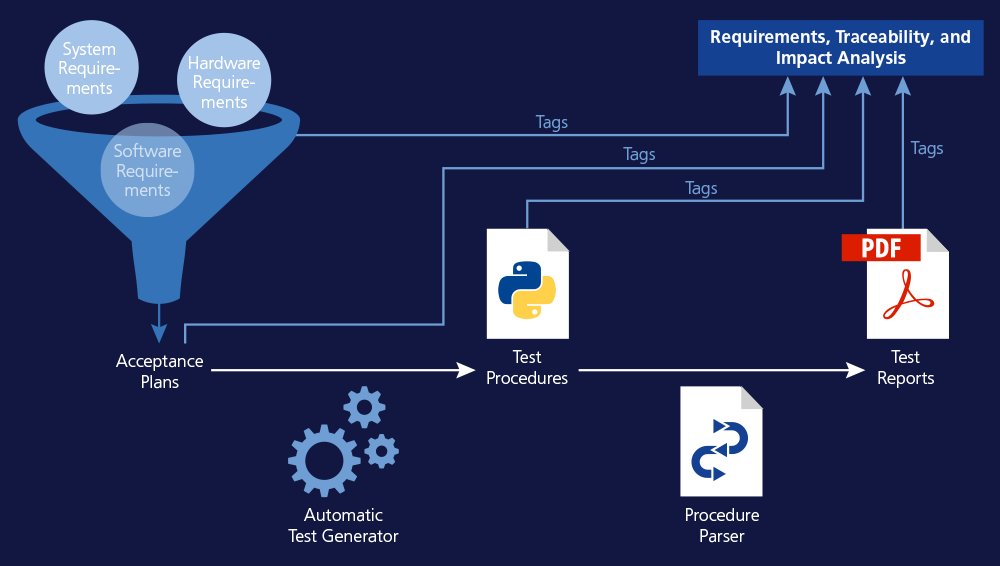
- Second, the existing validation process was updated to include the features offered by dSPACE (e.g., automated test reports) as highlighted in the following figure. The validation engineers checked the input requirements identified by the software, hardware, and systems team to write test cases, compiling them in a verification and validation plan before moving to (automatically generated) test procedures with results exported as PDF files.
- Third, the team placed emphasis on comprehensive automation of the validation activities. Automating the validation activities proved to be beneficial in terms of quality (repeatability of the tests, lower rate of human mistakes), delays (shorter test runs that often run on weekends), and costs (engineers focusing on high-value tasks, such as formal reviews).

- A line-replaceable unit (LRU) is a modular component that is designed to be replaced quickly at any operating location (‘first line’).
- A shop-replaceable unit (SRU) is a modular component that is designed to be replaced by a technician in a back shop.
The flexibility of SCALEXIO systems allowed us to complete our highly complex project successfully and efficiently.

System Overview
The AVCS system is composed of the following elements:
- Actuator LRUs consisting of one control unit board SRU and one power unit board SRU
- One controller LRU consisting of one control unit board SRU, one filtering board SRU, and two power unit board SRUs
- One HMI LRU
- Accelerometer LRUs (hardware only)
Of all these elements, only the HMI and the filtering board were not validated with a SCALEXIO platform as their functional tests were too specific. However, SCALEXIO proved versatile enough to test the remaining LRUs and SRUs. More precisely, the following seven test benches were developed from the open modular architecture described above:
- LRU controller test bench
- LRU actuator test bench
- Software acceptance test bench
- SRU actuator electronic boards (power supply and control) test bench, also used for software acceptance tests
- SRU controller electronic boards (power unit) test bench
- SRU controller electronic board (control) test bench
- LRU accelerometer test bench
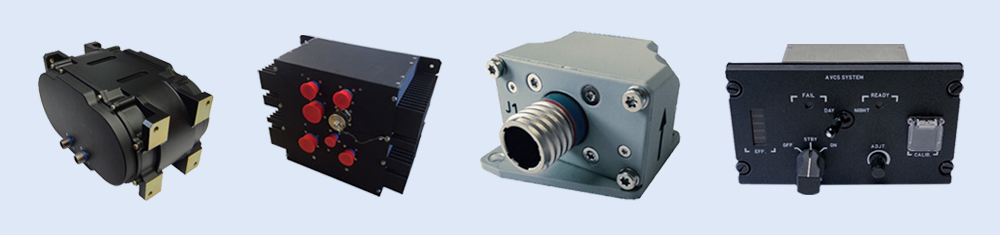
From left to right:
Actuator for dynamic force generation, Active vibration control and electrical unit, Active control sensor, Human-machine interface.
Scope of Testing
As usual for SCALEXIO platforms in the aerospace industry, the test benches primarily covered functional tests that typically address the performance of the various LRUs, such as the power consumption of the actuator. They were also used for non-regression software tests after each delivery, with a run time in the range of 40 hours and a degree of automation of 98%. This required only a single bed-of-nails test bench because the actuator and the controller are designed around the same digital signal processor (DSP). SRU acceptance tests (which take place after unit and integration tests) on the initial electronic boards and with the official release version, were also automated.
Automating the Tests Procedures
A key element in reducing the time to market was to use a unified framework to validate requirements for the different technical teams (system, hardware, and software). There turned out to be more similarities between the test benches and test procedures than anticipated. Automating the test procedures – a novelty for Hutchinson in an aerospace application – was also a game changer for this project. It has two main benefits. First, it improves the response time of the validation team and its ability to detect defects early. This is especially true for the software team for which automated non-regression tests proved invaluable, helping improve the quality of the software deliveries. Another ingredient for success was the similarity between the test benches. The Hutchinson process, which is assessed according to the capability maturity model integration (CMMI) level 3, comprises three steps in test-bench-based development: specification, architecture, and acceptance tests. Spending time on configuring a SCALEXIO system to validate the controller test bench, for example, proved worth the effort as the company was able to reuse the configuration for the actuator test bench. This is where dSPACE tools, such as AutomationDesk, play to their strengths; They are crucial for the configuration of complex products, systems of systems, where each element has to be tested separately before integrating them. With easy-to-create, structured tests, AutomationDesk improved the overall efficiency of validation.
Hutchinson active noise & vibration control systems reduce cabin noise (by up to 20 dB for aircraft) and structural vibrations (by up to 30 dB for helicopters and up to 20 dB for automotive applications).
Helpful Features
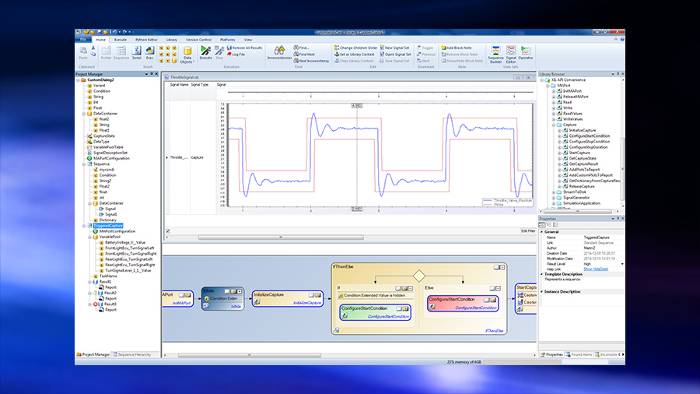
Hutchinson used the dSPACE configuration and implementation software ConfigurationDesk to configure the hardware, one main reason being the distinct ability to define custom drivers for serial communication. The precise and targeted support they received from dSPACE enabled the company to set up drivers tailored to their requirements where the communication protocol was checked at a low level directly in the C language (message integrity, cyclic redundancy checks (CRC), etc.) before feeding data to the MATLAB® model for more advanced processing and synchronization with other signals. This advanced bus analysis capacity was especially relevant for the LRU integration phase. Another feature that proved equally useful was the scope of available options for crank/cam signals. dSPACE has continuously invested in these advanced functionalities, which have been used successfully in the automotive industry and can also be applied to aircraft. In the Hutchinson application, the rotor speed sensor plays a pivotal role since it is used as a reference to synchronize the actuator force generation with the vibrations captured by the accelerometers, and the predefined library blocks were a perfect fit for the company’s project. A new generation of the AVCS system, with improved performance and reduced actuator weight, is currently under development. The proven performance of the dSPACE tools gives the technical teams extra confidence in delivering a thoroughly validated product according to schedule.
Dr. Patrick Fayard, Julien Mestres,
Hutchinson
About the authors:

Dr. Patrick Fayard
Dr. Patrick Fayard is Verification and Validation Lab Manager and Senior Expert Mechatronics in the Centre for Research & Innovation at Hutchinson in Châlette sur Loing, France.

Julien Mestres
Julien Mestres is AVCS Project Manager & System Engineer and Innovation & Mechatronics Systems Engineering Manager at Hutchinson Aerospace Defense & Industry – Anti-vibrations Systems in Lisses, France.